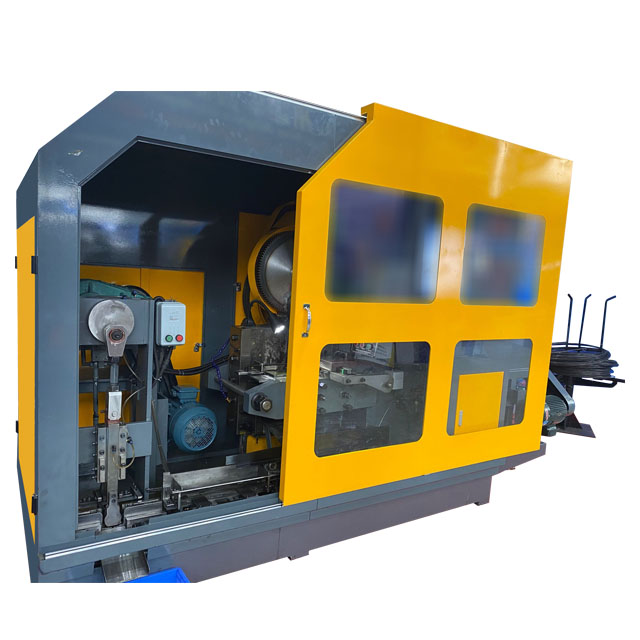

రివెట్ మేకింగ్ మెషిన్ ప్రత్యేకంగా వివిధ రకాల రివెట్లను ఉత్పత్తి చేయడానికి రూపొందించబడింది. మొదట, మెటల్ వైర్ యంత్రంలోకి ఇవ్వబడుతుంది, తరువాత అది స్థిర పొడవు యొక్క చిన్న విభాగాలుగా కత్తిరించబడుతుంది. తరువాత, వైర్ యొక్క ఒకటి లేదా రెండు చివరలను ఒక రివెట్ యొక్క తల ఆకారంలోకి ఆకృతి చేయడానికి ఇది ఒక అచ్చు ద్వారా నొక్కబడుతుంది.
రివెట్ మేకింగ్ మెషిన్ ప్రత్యేకంగా వివిధ రకాల రివెట్లను ఉత్పత్తి చేయడానికి రూపొందించబడింది. మొదట, మెటల్ వైర్ యంత్రంలోకి ఇవ్వబడుతుంది, తరువాత అది స్థిర పొడవు యొక్క చిన్న విభాగాలుగా కత్తిరించబడుతుంది. తరువాత, వైర్ యొక్క ఒకటి లేదా రెండు చివరలను ఒక రివెట్ యొక్క తల ఆకారంలోకి ఆకృతి చేయడానికి ఇది ఒక అచ్చు ద్వారా నొక్కబడుతుంది.
ఉత్పత్తి పరామితి
| మోడల్ |
యూనిట్ |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6 లు |
WH-NF 24B-6 సె |
WH-NF 33B-6S |
WH-NF 41B-6S |
| ఫోర్జింగ్ స్టేషన్ |
లేదు. |
6 | 6 | 6 | 6 | 6 | 6 |
| గింజ యొక్క ఫ్లాట్ల మీదుగా |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| తగిన హెక్స్ గింజ |
నుండి |
M3-M6 |
M6-m10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| కట్-ఆఫ్ డియా |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| పిచ్ చనిపోతుంది |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| ఫోర్జింగ్ పవర్ |
టన్ను |
60 | 90 | 135 | 230 | 360 | 450 |
| ప్రధాన మోటారు |
Hp |
15 | 20 | 50 | 75 | 150 | 200 |
| సరళత మోటారు |
Hp |
1.5 | 1.5 | 1.5 3 | 1.5 3 | 3 | 3 |
| ఇన్స్టాల్ చేసిన పరిమాణం |
సెట్ |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| కందెన |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| సుమారు బరువు |
టన్ను |
4.5 | 8 | 14 | 25 | 45 | 72 |
రివెట్ మేకింగ్ మెషిన్ యొక్క లక్షణాలు చాలా స్పష్టంగా ఉన్నాయి. అచ్చు పున ment స్థాపన చాలా సౌకర్యవంతంగా ఉంటుంది. రివెట్స్ యొక్క విభిన్న ఆకృతులను తయారు చేయడానికి, అచ్చు సెట్ను మార్చండి. ఉదాహరణకు, రౌండ్ హెడ్స్ నుండి ఫ్లాట్ హెడ్స్ వరకు. ఈ యంత్రం యొక్క ప్రభావ శక్తి సరిపోతుంది. ఇది అల్యూమినియం, రాగి లేదా ఇనుప పదార్థాలు అయినా, ఇది ఎటువంటి పగుళ్లు లేదా వైకల్యం లేకుండా సాధారణ తలలను నొక్కవచ్చు.

ఉత్పత్తి వివరాలు
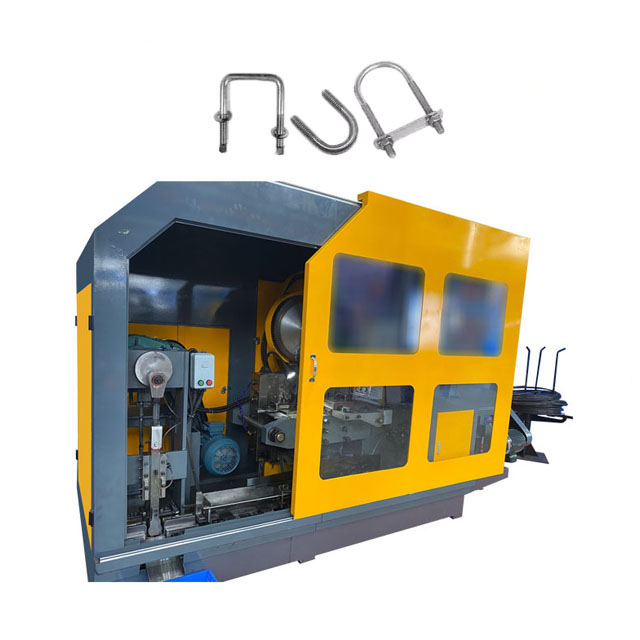
రివెట్ మేకింగ్ మెషీన్ ప్రధానంగా వైర్ను ఘన రివెట్లుగా మార్చడానికి కోల్డ్ శీర్షిక ప్రక్రియను ఉపయోగిస్తుంది. ఈ ప్రక్రియలో వైర్కు ఆహారం ఇవ్వడం, నిఠారుగా ఉండటం, ఖచ్చితమైన ఖాళీలుగా కత్తిరించడం, ఆపై రివెట్ హెడ్ను రూపొందించడం వంటివి ఉంటాయి. యంత్రం అధిక పీడనాన్ని ఉపయోగిస్తుంది, అచ్చు కుహరంలో ఖాళీ యొక్క ఒక చివరను వెలికి తీయడానికి మరియు కత్తిరించడానికి పంచ్ ఉపయోగించి. చల్లని శీర్షిక ప్రక్రియ లోహాన్ని మార్చడానికి కారణమవుతుంది, తద్వారా పదార్థాన్ని వేడి చేయవలసిన అవసరం లేకుండా రివెట్ హెడ్ యొక్క లక్షణ ఆకారాన్ని ఏర్పరుస్తుంది.
యంత్రం మొదట వైర్ రాడ్ (సాధారణంగా ఉక్కు, అల్యూమినియం లేదా రాగి మిశ్రమంతో తయారు చేయబడింది) ఏదైనా వంపులను తొలగించడానికి స్ట్రెయిటెనింగ్ మెకానిజంలోకి ఫీడ్ చేస్తుంది. అప్పుడు, ప్రెసిషన్ షేరింగ్ మెషీన్ స్ట్రెయిట్డ్ వైర్ను నిర్దిష్ట పొడవు గల బిల్లెట్లలోకి తగ్గిస్తుంది. ఈ ఏకరీతి పరిమాణ బిల్లెట్లు కోల్డ్ హెడింగ్ విభాగంలోకి ప్రవేశించే ముందు ముడి పదార్థాలు (రివెట్ హెడ్లను ఏర్పరచటానికి), మరియు అవి కీలకమైన ప్రాముఖ్యత కలిగి ఉన్నాయి.
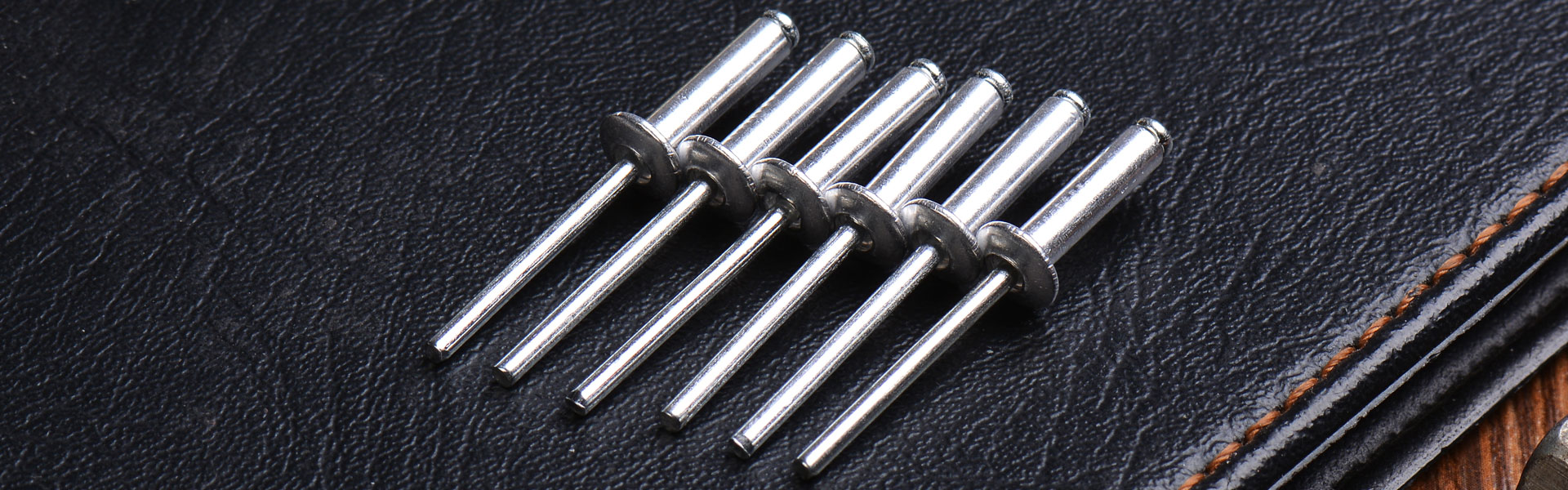
చాలా రివెట్ మేకింగ్ యంత్రాలు కలత చెందుతున్న ప్రక్రియ జరిగిన వెంటనే ట్రిమ్మింగ్ స్టేషన్ను కలిగి ఉంటాయి. ఈ దశ కొత్త రివెట్ హెడ్ అంచున ఏర్పడిన చిన్న బర్ర్స్ లేదా పదునైన అంచులను తొలగించగలదు (అదనపు మెటల్ పంచ్ మరియు డై మధ్య పిండి వేయబడుతుంది). ట్రిమ్మింగ్ రివెట్ హెడ్ స్పష్టమైన రూపురేఖలు మరియు స్థిరమైన వ్యాసాన్ని కలిగి ఉందని నిర్ధారిస్తుంది, ఇది సరైన సంస్థాపన మరియు రూపానికి కీలకమైనది.