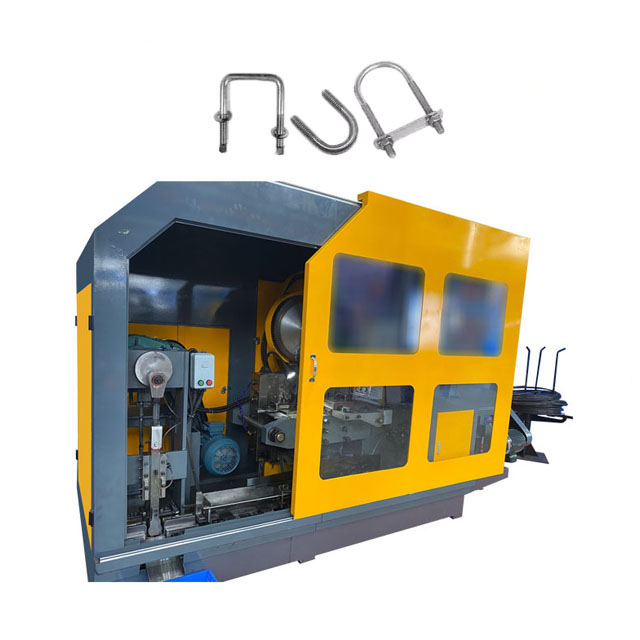
గది ఉష్ణోగ్రత వద్ద బార్ లేదా వైర్ పైభాగాన్ని కఠినంగా మార్చే పద్ధతి. కోల్డ్ హెడ్డింగ్ ప్రధానంగా బోల్ట్లు, నట్స్, నెయిల్స్, రివెట్స్ మరియు స్టీల్ బాల్స్ వంటి భాగాల తయారీకి ఉపయోగించబడుతుంది. ఫోర్జింగ్ మెటీరియల్స్ రాగి, అల్యూమినియం, కార్బన్ స్టీల్, అల్లాయ్ స్టీల్, స్టెయిన్లెస్ స్టీల్ మరియు టైటానియం మిశ్రమం కావచ్చు, 80-90% మెటీరియల్ వినియోగ రేటు.
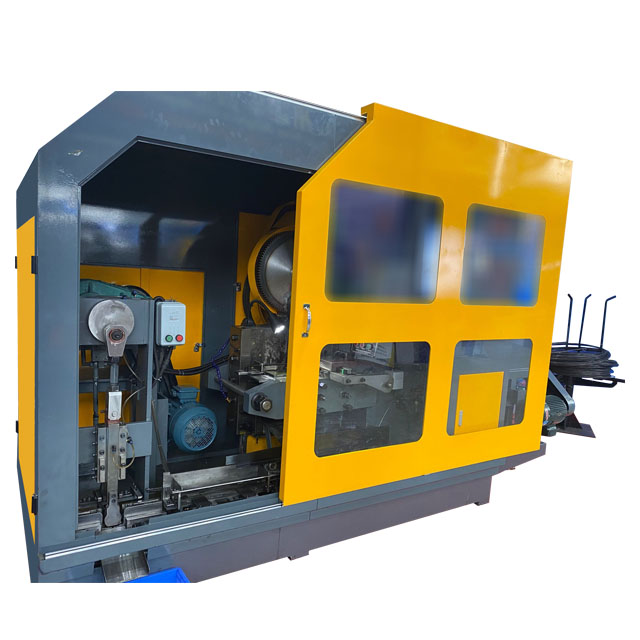
చల్లని శీర్షికనిరంతర, బహుళ-స్టేషన్ మరియు స్వయంచాలక ఉత్పత్తిని సులభతరం చేసే ప్రత్యేక కోల్డ్ హెడ్డింగ్ మెషీన్లపై తరచుగా నిర్వహించబడుతుంది. కోల్డ్ హెడ్డింగ్ మెషీన్లో, కట్టింగ్, హెడ్డింగ్, అక్యుములేషన్, ఫార్మింగ్, చాంఫరింగ్, వైర్ రోలింగ్, డయామీ రిడక్షన్ మరియు ఎడ్జ్ కటింగ్ వంటి ప్రక్రియలను సీక్వెన్షియల్గా పూర్తి చేయడం సాధ్యపడుతుంది. అధిక ఉత్పత్తి సామర్థ్యం, గరిష్టంగా 300 ముక్కలు/నిమిషం లేదా అంతకంటే ఎక్కువ, కోల్డ్ హెడ్డింగ్ వర్క్పీస్ల కోసం గరిష్టంగా 48 మిల్లీమీటర్ల వ్యాసం ఉంటుంది. మూర్తి 1లోని కోల్డ్ హెడ్డింగ్ బోల్ట్ ప్రక్రియ యొక్క స్కీమాటిక్ రేఖాచిత్రం కోల్డ్ హెడ్డింగ్ బోల్ట్ల కోసం ఒక సాధారణ ప్రక్రియ. మూర్తి 2లో చూపిన మల్టీ-స్టేషన్ నట్ ఆటోమేటిక్ కోల్డ్ హెడ్డింగ్ మెషిన్ మల్టీ-స్టేషన్ నట్ ఆటోమేటిక్ కోల్డ్ హెడ్డింగ్ మెషిన్. ఫీడింగ్ మెకానిజం ద్వారా బార్ మెటీరియల్ స్వయంచాలకంగా ఒక నిర్దిష్ట పొడవులో ఫీడ్ చేయబడుతుంది మరియు కట్టింగ్ మెకానిజం దానిని ఖాళీగా కట్ చేస్తుంది. అప్పుడు, బిగింపు తెలియజేసే మెకానిజం క్రమానుగతంగా ఏర్పడటానికి సంచిత నొక్కడం మరియు గుద్దడం స్టేషన్లకు పంపుతుంది.
కోల్డ్ హెడ్డింగ్ పద్ధతిలో, కోల్డ్ హెడ్డింగ్ మెషీన్లను వాటి పవర్ ట్రాన్స్మిషన్ యొక్క విభిన్న రీతుల ఆధారంగా రెండు రకాలుగా విభజించవచ్చు: మెకానికల్ ట్రాన్స్మిషన్ మరియు హైడ్రాలిక్ ట్రాన్స్మిషన్. మెకానికల్ ట్రాన్స్మిషన్లో రెండు రకాలు ఉన్నాయి: మాన్యువల్ మరియు ఎలక్ట్రిక్. ఎలక్ట్రిక్ మరియు మాన్యువల్ కోల్డ్ హెడ్డింగ్ మెషీన్లు 4-5 మిమీ వ్యాసం కలిగిన కోల్డ్ హెడ్డింగ్ తక్కువ-కార్బన్ స్టీల్ వైర్లకు అనుకూలంగా ఉంటాయి. హైడ్రాలిక్ ప్రసారాన్ని దాని పనితీరు ఆధారంగా రెండు రకాలుగా విభజించవచ్చు: హైడ్రాలిక్ స్టీల్ వైర్ కోల్డ్ హెడ్డింగ్ మెషిన్ మరియు హైడ్రాలిక్ స్టీల్ బార్ కోల్డ్ హెడ్డింగ్ మెషిన్.